العربية





سجزب 80/156، سجزب 80/173
كينغشاين








وصف المنتج
يعتمد خط إنتاج الألواح الرغوية الخالية من PVC آلة بثق مخروطية مزدوجة اللولب مصممة حصريًا، مع نظام تفريغ الفراغ، ويمكنها التخلص من غاز النفايات من المواد الخام والتي يمكن أن تضمن جودة جيدة للحبيبات النهائية.
من شركة Jiangyin Deling لعلبة التروس، وهي علامة تجارية مشهورة جدًا في الصين، تتميز بمخطط جميل وتشغيل مستقر وضوضاء منخفضة ووقت خدمة طويل.
اعتماد محرك سيمنز، الذي يوفر عزم دوران ثابتًا وسرعات مختلفة.
تتمتع بنطاق تعديل واسع، وتحكم عالي الدقة في درجة الحرارة، وتشغيل بسيط وموثوقية جيدة.
نظام تقويم ثلاثي الأسطوانات قوي ومستقر، يحدد سمك الورقة بشكل أكبر، ويشكل الورقة، ويعزز ليونة الورقة.
طبقت وحدة السحب تقنية رفع فريدة لشركتنا. عمل مستقر وموثوقية جيدة وقوة سحب كبيرة.
سرعة الحركة وسرعة الرسم لآلة القطع تحافظ على التزامن. يتم التحكم في جميع الحركات بواسطة PLC مستورد، والتصميم معقول، والتشغيل مستقر، كما يمكنه إجراء القطع التلقائي بطول ثابت.
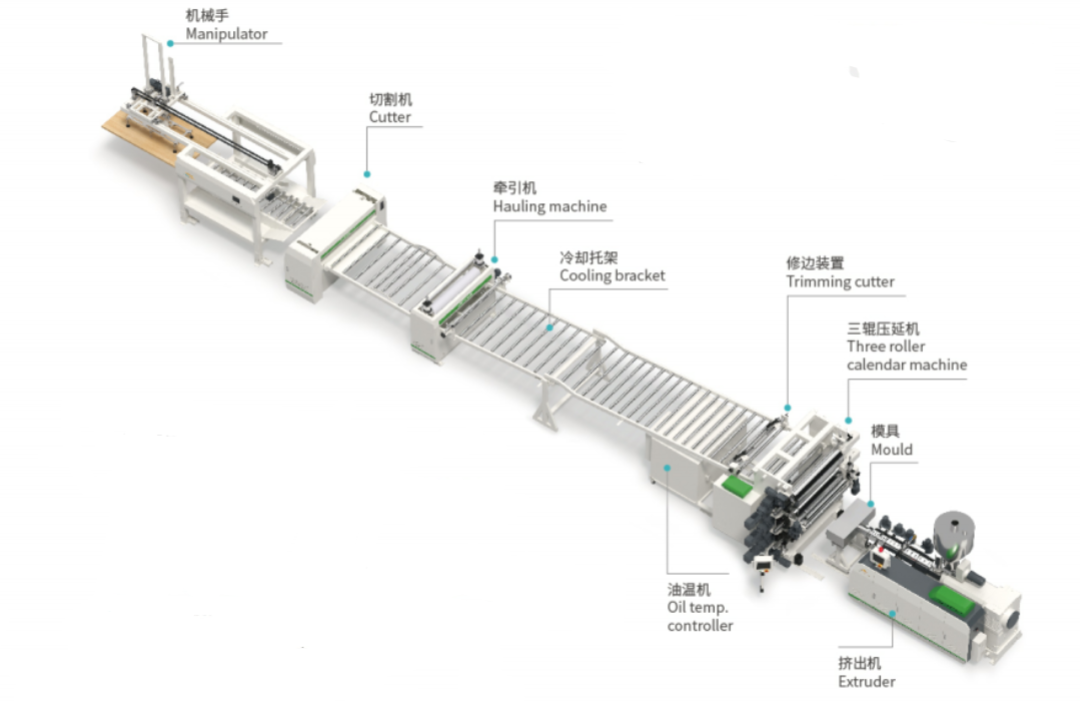

خلاط

البثق

نظام تقويم ثلاثي الأسطوانات
| نموذج | 80/156 | 80/173 |
| سمك (مم) | 1-10 |
|
| العرض (مم) | 1220,1560,1830,2050 | |
| محرك الطارد (كيلوواط) | 75 | 90 |
| السعة القصوى (كجم/ساعة) | 200-300 | 300-400 |
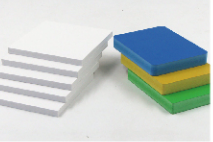
تتكون ألواح الرغوة الخالية من PVC بشكل أساسي من PVC وCaCO₃ وعامل الرغوة. إنها لوحة خفيفة الوزن ذات هيكل مسامي مصنوعة من خلال عملية الرغوة.
مقاومة للأشعة فوق البنفسجية/العوامل الجوية: تتمتع بمقاومة جيدة للطقس ويمكن أن تقاوم التآكل الناتج عن الأشعة فوق البنفسجية والرياح والمطر.
خفيفة الوزن: بالمقارنة مع اللوحات العادية، فهي أخف وزنًا، مما يجعل من السهل تركيبها وحملها.
لا حاجة لأي معالجة إضافية: لا حاجة لتطبيق أي نوع من الصفائح أو القشرة، وبالتالي تقليل خطوات المعالجة.
ثبات الأبعاد: لا يتمدد أو ينكمش، ولا يعاني من مشاكل الالتواء أو التصفيح، مما يضمن ثبات المنتج ومتانته.
أداء عزل عالي: يتمتع بأداء عزل جيد ومناسب للمناسبات التي تتطلب العزل.

النقل: مثل البواخر، والطائرات، والعربات، ومقصورات القطارات، ومظلات الأسقف، والطبقات الأساسية للحالة، والمفروشات الداخلية، وما إلى ذلك.
الهندسة المعمارية: مثل ألواح جدران المباني، والألواح الزخرفية، والإسكان، والمكاتب، والطبقات البينية للمباني العامة، والأرفف المزخرفة التجارية، وألواح غرف الأبحاث، وألواح السقف، إلخ.
الإعلانات: مثل طباعة الشاشة، وحروف الكمبيوتر، ولوحات الإعلانات، وما إلى ذلك.
الصناعة: مثل مشاريع مقاومة التآكل في الصناعة الكيميائية، والتشكيل الحراري، والثلاجات، والحفاظ على درجة الحرارة، وحماية البيئة، وما إلى ذلك.
تطبيقات أخرى: مثل القوالب، والمعدات الرياضية، ومعدات التربية، والمرافق المقاومة للرطوبة على شاطئ البحر، والمواد المقاومة للماء، والمواد الفنية، والطبقات البينية المختلفة، وما إلى ذلك.
نطاق الإنتاج: السُمك 1-10 مم، العرض 1200-2400 مم
النقل: مثل البواخر، والطائرات، والعربات، ومقصورات القطارات، ومظلات الأسقف، والطبقات الأساسية للحالة، والمفروشات الداخلية، وما إلى ذلك.
الهندسة المعمارية: مثل ألواح جدران المباني، والألواح الزخرفية، والإسكان، والمكاتب، والطبقات البينية للمباني العامة، والأرفف المزخرفة التجارية، وألواح غرف الأبحاث، وألواح السقف، إلخ.
الإعلانات: مثل طباعة الشاشة، وحروف الكمبيوتر، ولوحات الإعلانات، وما إلى ذلك.
الصناعة: مثل مشاريع مقاومة التآكل في الصناعة الكيميائية، والتشكيل الحراري، للثلاجات، لحفظ درجة الحرارة، لحماية البيئة، إلخ.
تطبيقات أخرى: مثل القوالب، والمعدات الرياضية، ومعدات التربية، والمرافق المقاومة للرطوبة على شاطئ البحر، والمواد المقاومة للماء، والمواد الفنية، والطبقات البينية المختلفة، وما إلى ذلك.
نطاق الإنتاج: السُمك 1-10 مم، العرض 1200-2400 مم
الخدمة والدعم
شركة Kingshine متخصصة في تصنيع معدات بثق البلاستيك PVC المتطورة.
شركتنا متخصصة في البحث والتطوير لخط إنتاج الأرضيات SPC/LVT، خط إنتاج صفح PVC، خط إنتاج ألواح الرغوة البلاستيكية، خط إنتاج لوحة الباب PVC / إطار الباب.
يتم تصدير معدات Kingshine إلى أوروبا والشرق الأوسط وأفريقيا وجنوب شرق آسيا ودول ومناطق أخرى، وتتمتع بسمعة وثناء العملاء في الداخل والخارج.
توفر شركتنا مشروع تسليم المفتاح بالكامل، وفقًا لمتطلبات مشروع العميل، وهناك كبار الخبراء لتزويد العملاء بمجموعة كاملة من الخدمات.

لتوفير المعلومات وأبحاث السوق والتنبؤات وتقديم الاستشارات وتقديم مجموعة متنوعة من خدمات الراحة والسوق وما إلى ذلك.
الغرض الرئيسي من خدمة ما قبل البيع هو مساعدة العملاء على إعداد تخطيط المشروع وتحليل متطلبات النظام، وتمكين منتجاتنا من تلبية احتياجات العملاء إلى أقصى حد، ولكن أيضًا لتحقيق أقصى قدر من استثمار العملاء من خلال تحقيق الفوائد الاقتصادية الشاملة.
1. التثبيت في الخارج
2. توفير جميع أنواع صيغة المنتج والتكنولوجيا ومعلومات الشركة المصنعة للمواد الكيميائية
3. وفقا لمتطلبات العميل، تقديم التوجيه الفني
4. التدريب الفني لموظفي العملاء
5. مسؤول عن خدمة الصيانة والخدمة من الباب إلى الباب إذا لزم الأمر.

التعليمات
بعد ذلك، تمر المادة الرغوية من خلال قالب، مما يشكلها في شكل اللوحة المطلوب. بعد القالب، يدخل لوح الرغوة إلى وحدة المعايرة. تقوم هذه الوحدة بتبريد ومعايرة اللوحة لضمان دقة سمك وعرض ونعومة السطح. بعد ذلك، تمر اللوحة عبر نظام تبريد لتقوية هيكلها بالكامل. وأخيرًا، يتم قطع الألواح الرغوية المبردة إلى الأطوال المطلوبة بواسطة جهاز القطع ومن ثم تعبئتها للتوزيع.
بولي كلوريد الفينيل، عامل رغوة، مثبت، حشو، مواد تشحيم، تلوين.
بنية الخلية غير المتساوية: يمكن أن يكون سبب ذلك التوزيع غير المتناسق لعوامل النفخ أو التحكم غير المناسب في درجة الحرارة أثناء البثق. الحل: التأكد من الخلط الدقيق للمواد الخام لتوزيع عوامل النفخ بالتساوي. قم بمعايرة ومراقبة درجة حرارة البثق بانتظام للحفاظ على عملية رغوة مستقرة. ضبط سرعة المسمار وإعدادات درجة الحرارة حسب الحاجة لتحقيق بنية خلية موحدة.
أبعاد اللوحة غير الصحيحة: قد تنتج عن معايرة غير دقيقة لوحدة المعايرة أو مشاكل في جهاز القطع. الحل: قم بمعايرة وحدة المعايرة بشكل دوري حسب تعليمات الشركة المصنعة لضمان السماكة والعرض الصحيحين للألواح. قم بفحص شفرات القطع والحفاظ عليها للتأكد من الحدة والمحاذاة الصحيحة لتحقيق أطوال قطع دقيقة.
عيوب السطح: مثل الأسطح الخشنة أو عيوب الجلد يمكن أن تكون نتيجة لعوامل مثل عدم كفاية التبريد أثناء عملية المعايرة، أو تصميم القالب غير المناسب، أو التلوث. الحل: تحسين نظام التبريد لضمان التبريد المناسب والموحد للوحة الرغوة. قم بمراجعة تصميم القالب وتعديله، إذا لزم الأمر، لتحسين تشطيب السطح. قم بتنظيف جميع المعدات جيدًا قبل الإنتاج لمنع التلوث.
التحكم في كثافة الرغوة المنخفضة: إذا لم تكن كثافة الرغوة ضمن النطاق المطلوب، فقد يكون ذلك بسبب جرعة عامل النفخ غير الصحيحة أو مشاكل في التحكم في الضغط في الطارد. الحل: قم بقياس وضبط جرعة عامل النفخ بدقة وفقًا لمتطلبات الإنتاج. مراقبة وتنظيم الضغط داخل الطارد للتحكم في تمدد الرغوة وتحقيق الكثافة المستهدفة.
تعد جودة عوامل النفخ أمرًا بالغ الأهمية لتحقيق بنية رغوية متسقة ومرغوبة. قد لا تتحلل عوامل النفخ منخفضة الجودة بشكل صحيح، مما يؤدي إلى بنية خلية غير متساوية أو كثافة رغوة غير صحيحة. تعمل المثبتات ذات النوعية الجيدة على منع تدهور البوليمرات أثناء المعالجة، مما يضمن الأداء والمظهر على المدى الطويل للألواح الرغوية. يمكن أن تتلاشى الملونات ذات الجودة الرديئة بمرور الوقت، مما يقلل من المظهر الجمالي، وقد تؤثر الحشوات منخفضة الجودة على القوة الإجمالية وثبات الأبعاد للألواح.
يوصى بشدة بإجراء صيانة سنوية شاملة بواسطة فنيين محترفين. يتضمن ذلك إجراء إصلاح شامل لخط الإنتاج، واستبدال الأجزاء البالية، وإجراء فحص شامل وتعديل لجميع الأنظمة لضمان الموثوقية على المدى الطويل والأداء الأمثل.
تعمل الأتمتة أيضًا على تحسين السلامة في مكان العمل من خلال تقليل حاجة العمال إلى أداء مهام خطيرة أو متكررة. بالإضافة إلى ذلك، يمكن لخطوط الإنتاج الآلية جمع وتحليل بيانات الإنتاج في الوقت الفعلي. يمكن استخدام هذه البيانات لتحسين العمليات والصيانة التنبؤية وتحسين الجودة، مما يساعد الشركات المصنعة على تقليل تكاليف الإنتاج وزيادة قدرتها التنافسية في السوق.
تحسين استخدام المواد الخام: استخدم معدات الوزن والخلط الدقيقة لضمان صياغة دقيقة للمواد الخام، وتجنب الإفراط في الاستخدام. تنفيذ نظام إعادة تدوير للمواد الخردة الناتجة أثناء الإنتاج، مثل القطع المقطوعة أو الألواح المعيبة. ويمكن طحنها وإعادة استخدامها في عملية الإنتاج، مما يقلل الحاجة إلى مواد خام جديدة. ومع ذلك، تأكد من أن عملية إعادة التدوير لا تؤثر على جودة المنتج النهائي.
تحسين التحكم في العمليات: قم بمعايرة جميع معدات الإنتاج وصيانتها بانتظام لضمان التشغيل المتسق والدقيق. استخدم أنظمة التحكم في العمليات المتقدمة التي يمكنها اكتشاف وتصحيح أي انحرافات في عملية الإنتاج في الوقت الفعلي. على سبيل المثال، إذا كانت هناك تقلبات في درجة الحرارة أو الضغط، فيمكن لنظام التحكم إجراء تعديلات فورية لمنع إنتاج الألواح المعيبة، مما يقلل من النفايات الناتجة عن رفض المنتج.
تعزيز مراقبة الجودة: قم بإعداد نقاط فحص الجودة داخل الخط في مراحل مختلفة من عملية الإنتاج. استخدم أجهزة الاستشعار وأنظمة التصوير للكشف عن العيوب مبكرًا، مثل بنية الخلية غير المستوية، أو عيوب السطح، أو الأبعاد غير الصحيحة. ومن خلال اكتشاف هذه المشكلات وتصحيحها على الفور، سيتم رفض عدد أقل من اللوحات في نهاية خط الإنتاج، مما يقلل من النفايات.
تحسين عملية القطع والتعبئة: استخدم خوارزميات وتقنيات قطع فعالة لتقليل الخردة أثناء عملية القطع. تأكد من أن شفرات القطع حادة ومحاذاة بشكل صحيح للحصول على قطع نظيفة. قم بتحسين عملية التغليف لتقليل استخدام مواد التغليف الزائدة وتجنب إتلاف الألواح أثناء المناولة والنقل، مما قد يؤدي إلى هدر المنتج.
الحفاظ على جودة المنتج: مع زيادة حجم الإنتاج، يصبح من الصعب التأكد من أن كل لوح رغوي يلبي نفس معايير الجودة العالية. يمكن أن تؤثر الاختلافات في دفعات المواد الخام، وزيادة الضغط على معدات الإنتاج، وعمليات الإنتاج الأكثر تعقيدًا على جودة المنتج. ولمعالجة هذه المشكلة، يجب تعزيز تدابير مراقبة الجودة الصارمة، وقد تكون هناك حاجة إلى أنظمة مراقبة وتحكم أكثر تقدمًا. تعد الصيانة والمعايرة المنتظمة للمعدات أمرًا ضروريًا أيضًا لمنع تدهور الجودة.
تلبية الطلب على المواد الخام: زيادة الإنتاج يعني زيادة الطلب على المواد الخام. قد يكون من الصعب ضمان إمدادات مستقرة وموثوقة من البوليمرات عالية الجودة غير البلاستيكية وعوامل النفخ والمواد المضافة الأخرى بتكلفة معقولة. وقد يتضمن ذلك إبرام عقود طويلة الأجل مع موردين متعددين، أو استكشاف مصادر جديدة للمواد الخام، أو الاستثمار في مرافق معالجة المواد الخام الداخلية.
إدارة العمالة والتدريب: مع زيادة الإنتاج، هناك حاجة إلى المزيد من العمالة. يمكن أن يكون توظيف وتدريب وإدارة قوة عاملة أكبر أمرًا معقدًا. يحتاج العمال إلى التدريب على تشغيل المعدات الجديدة أو الإضافية بكفاءة وأمان، وقد يكون الحفاظ على مستويات عالية من الإنتاجية والجودة بين فريق أكبر أمرًا صعبًا. ويتطلب ذلك تطوير برامج تدريبية شاملة، وأنظمة فعالة لإدارة الأداء، وثقافة عمل إيجابية للاحتفاظ بالموظفين وتحفيزهم.
الاستثمار في المعدات والبنية التحتية: يتطلب توسيع النطاق في كثير من الأحيان استثمارًا كبيرًا في معدات الإنتاج الجديدة أو المحدثة، فضلاً عن توسيع مرافق الإنتاج والبنية التحتية الداعمة. وتشمل التكاليف شراء أجهزة بثق ذات سعة أكبر، وأجهزة معايرة وقطع أكثر تقدمًا، وتحديث الأنظمة الكهربائية والتهوية والتبريد. إن تأمين رأس المال اللازم لهذه الاستثمارات وضمان التكامل السلس للمعدات الجديدة في عملية الإنتاج الحالية يمكن أن يكون عقبة رئيسية أمام العديد من الشركات.
الملف الشخصي للآلة
















